April 20, 2016
There are 4 areas that can cause poor quality plastic injection moulded parts:
It’s not unusual for product designers to blame the moulder for poor set up or tool designers for issues with the finished part, but it’s important to remember that mouldability of a part is dictated by PART DESIGN. A product designer must design a part for the manufacturing process that is fit for purpose to help reduce the common issues that can arise.
Take a brief look at the ten most common moulding issues and the various solutions to alleviate these problems. Please note this is only a short overview of the various issues and solutions, if you would like more information or have any specific questions please email us info@counterplas.co.uk
SHORTS
A short “shot” is the complete filling of a mould cavity which results in the production of an incomplete part. If a part short shots, the plastic does not fill the cavity.

SOLUTIONS:
Part Design
Tool Design
Process Setup
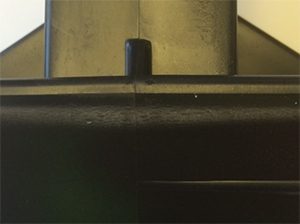
SINK MARKS

A Sink Mark can be defined as a depression, resembling a dimple or groove, caused by excessive localized shrinking of the material after the part has cooled.
SOLUTIONS:
Part Design
Tool Design
Process Setup
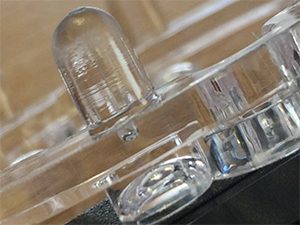
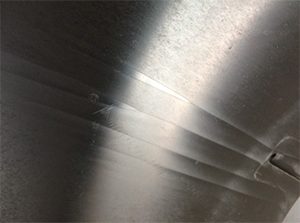
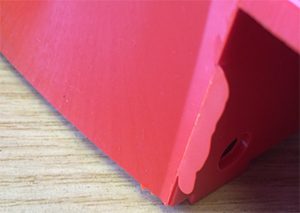
STRESS WHITENING/CRACKS
SOLUTIONS:
Part Design
Process Setup
Material Quality
VOIDS
SOLUTIONS:
Part Design
Tool Design
Process Setup
Material Quality
PARTS STICKING IN MOULD

When parts do not eject properly from the mould
SOLUTIONS:
Part Design
Tool Design
Process Setup
UNDERSIZE PART
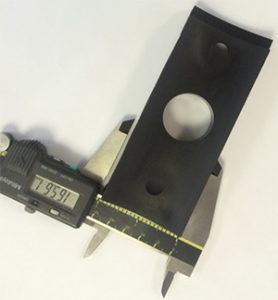
When parts are smaller than expected
SOLUTIONS:
Part Design
Tool Design
Process Setup
JETTING

Jetting can be defined as a “snake-like” pattern on the surface of
a molded part, usually emanating from the gate area. It is indicative
of an undesirable turbulence and splitting of the flow front.
SOLUTIONS:
Part Design
Tool Design
Process Setup
WARPAGE
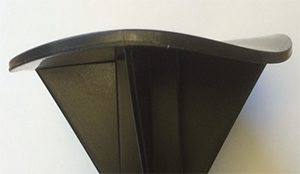
This is a dimensional distortion in a moulded product after it
is ejected from the mould at the end of the injection moulding process.
You will see bending, twisting or bowing of a part.
SOLUTIONS:
Part Design
Tool Design
Process Setup
WELD LINES AND FLOW MARKS
These are both a visual and a mechanical defect. They appear where the polymer meets the mould and are a result of turbulence.
SOLUTIONS:
Tool Design
Process Setup
FLASH
A thin layer of material is forced out of the mould cavity generally appearing around sealing faces and ejector pin location. This excess material remains attached to moulded product and normally has to be manually removed.
SOLUTIONS:
Tool Design
Process Setup
Do you need any further information? Let us know by contacting our sales and technical team, who are always happy to help.

July 04th, 2019
Leading technical injection moulder, Counterplas, has set ambitious growth targets, buoyed by their recent move to a large new facility in South Staffordshire.

February 02th, 2018
Counterplas have invested in the latest Rhino version 5 software, widely acclaimed as the world’s most robust 3-D development platform for specialty modelling, rendering, analysis, and fabrication tools.

January 08th, 2018
We have invested in a new CNC routing system for production of illuminated bespoke street furniture for a new client in Germany. A ‘blank’ is injection moulded and then routed to provide one of 270 variants.